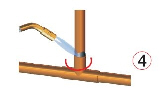
Chauffez la périphérie des deux éléments à assembler jusqu'à ce que le flux se solidifie. Ne chauffez pas trop près ! Toute surchauffe nuit à la qualité du soudage. (4)
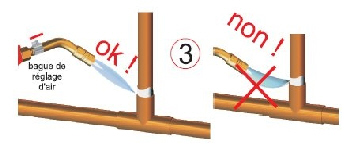
Le réglage de la flamme du chalumeau (3) est très important. Selon le type den l'appareil, vous devrez intervenir sur les deux robinets (chalumeau bi-gaz) ou simplement sur la bague d'entrée d'air (chalumeau mono-gaz utilisé le plus fréquemment par le bricoleur).
La propreté des pièces à assembler est primordiale pour éviter que la soudure ne soit fuyarde. Le nettoyage consiste à «blanchir» les surfaces mises en contact (1). Pour cela, utilisez une lime plate ou même un tampon ménager métallique.
Conseil de pro : évitez le papier abrasif. Si toutefois vous n'avez pas d'autre possibilité de nettoyage, prenez le soin, après avoir blanchi la zone à souder, de nettoyer les pièces avec un chiffon imprégné d'alcool à brûler, pour éliminer les particules de colles utilisées à la fixation de l'abrasif sur le papier qui nuisent à la soudure.
| La Brasure Forte
|
| Le brasage « fort » utilise des baguettes d’argent, de cuivre/phosphore, laiton… en guise de métal d’apport, selon usage. Leur point de fusion varie de 600 à 900 °C selon la nature de la brasure. Ce type de brasage offre l'avantage d'obtenir une bonne résistance mécanique, notamment lorsque les pièces sont soumises à de fortes contraintes : dilatation, traction, charge, cisaillement... outre la soudure des types de cuivre, le brasage fort est parfaitement adapté pour réaliser des objets en fer forgé. |